Tecnología de la Estampación en Frío
La tecnología de la deformación metálica por Estampación en Frío de chapa, está en constante evolución, afectando a todos los procesos implicados directa e indirectamente en ella, como los utillajes (matrices), el diseño geométrico de la pieza, la naturaleza de la materia prima a procesar/estampar (su límite elástico y alargamiento), y el equipamiento de las prensas, ThyssenKrupp Materials Ibérica S.A, es una organización con un sólido prestigio y con una dilatada experiencia profesional en el sector metalúrgico.
otros articulos sobre Estampacion en frio
ThyssenKrupp Materials Ibérica
Tel. 93 571 74 15
Fax. 93 571 74 23
E-mail:Javier.real@thyssenkrupp.com
 En la rentabilidad en la producción de una pieza fabricada por Estampación en Frío, intervienen tres aspectos fundamentales:
En la rentabilidad en la producción de una pieza fabricada por Estampación en Frío, intervienen tres aspectos fundamentales:
1- Equipamiento de las prensas
2- Utillajes utilizados para la estampación (matrices).
3- Materiales a cortar, conformar, embutir, etc, teniendo muy en cuenta sus Rp 0,2% y A.
Asimismo cada una de estas partes del proceso cuentan con unas peculiaridades que requieren de una especial atención, ya que una adecuada elección del acero de utillaje, va a repercutir positivamente en el rendimiento (rentabilidad), y por tanto en el coste final de la pieza.
A continuación se exponen una serie de consideraciones, que son producto de la experiencia adquirida por ThyssenKrupp Materials Ibérica, S.A. en la estampación en frío.
Aspectos generales de los Aceros para la Estampación en Frío
En la selección de los aceros se han de tener en cuenta las siguientes consideraciones:
1- Ciclo de vida.
2- Reducción de peso, requisito capital cada vez más exigido por la normativa asociada al consumo energético, reduciendo los índices de contaminación, y todo ello mejorando la seguridad.
Desde el punto de vista técnico de diseño:
1 - Propiedades mecánicas.
2 - Capacidad de embutición (índices r y n).
3 - Sus mecanismos de endurecimiento.
Gamas de Aceros Siderúrgicos para estampacion en frio
Toda la gama/familia de aceros siderúrgicos se resumen conformando el grafico, atendiendo a dos factores mecánicos fundamentales para la Estampación en Frío, Alargamiento (%) y Límite Elástico.
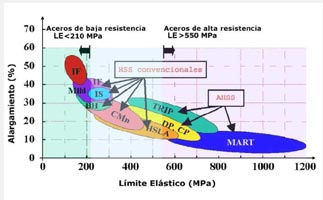 En el mercado existen diferentes tipos de acero para la estampación en Frío, agrupándose en tres grandes familias:
En el mercado existen diferentes tipos de acero para la estampación en Frío, agrupándose en tres grandes familias:
1 - Aceros de baja resistencia
2 - Aceros de alta resistencia (HSS)
3 - Aceros avanzados de alta Resistencia (AHSS)
1 - Aceros de Baja Resistencia
Son los que, aun teniendo un valor del límite elástico bajo, cuentan con un coeficiente de alargamiento alto.
La conforman:
- Aceros Mild, con un bajo contenido de C y con un alto coeficiente de embutibilidad.
- Aceros IF (Intersticial Free) , libres de elementos intersticiales (N,C,B e H).
De sus propiedades mecánicas destacan:
1- Elevada conformabilidad en frío.
2- Bajo límite elástico (Le<210 Mpa/N/mm2).
3- Baja resistencia.
4- Elevada ductilidad.
Cuentan con unos índices de embutibilidad r y n muy elevados.
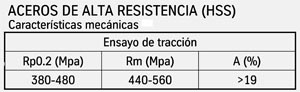
- Aceros de Alta Resistencia (HSS)
A esta familia pertenecen los:
- Aceros IS (Isotrópicos)
- Aceros BH (Bake Hardening)
- Aceros CMn (aleados con Mn)
- Aceros HSLA ( Baja aleación microaleados-)
Con unas propiedades mecánicas en las que destacan:
1- Conformabilidad aceptable
2- Límite elástico entre 210 550 Mpa
3- Elevada resistencia
 Entre los aceros de alta Resistencia (HSS), se encuentran los Aceros Microaleados (HSLA), en su formulación/composición básica cuentan con elementos químicos como el (Nb+V+Ti) = 0,22 %), destacando la influencia de estos elementos químicos en su microaleación, decisivos en sus características mecánicas finales, una vez conformados en frío.
Entre los aceros de alta Resistencia (HSS), se encuentran los Aceros Microaleados (HSLA), en su formulación/composición básica cuentan con elementos químicos como el (Nb+V+Ti) = 0,22 %), destacando la influencia de estos elementos químicos en su microaleación, decisivos en sus características mecánicas finales, una vez conformados en frío.
- Aceros avanzados de Alta Resistencia (AHSS) , caracterizándose por contar con un elevado límite elástico, > 550 Mpa.
A esta familia pertenecen:
- Aceros TRIP (transformación plástica inducida), con una conformabilidad alta, alta resistencia ( alto limite elástico), su estructura está constituida por ferrita, Bainita, martensita y austenita retenida, endureciendo secuencialmente en la zona donde se produce la deformación metálica.
- Aceros DP (Dual Phase) , su estructura está compuesta por ferrita y martensita, produciéndose en la estampación en frio un endurecimiento local, ya que la ferrita de gran ductilidad precipita un endurecimiento alrededor de las islas martensiticas.
- Aceros CP (Complex Phase)
- Aceros Martensíticos , por su composición química, presentan:
Baja ductilidad
Elevada resistencia y limite elástico (buen comportamiento a fatiga).
Baja capacidad de conformado en frío
Alto Springback
La correcta elección del acero para la Estampación en Frío
Los aceros a transformar evolucionan constantemente, provocando muy diversas dificultades en su conformación en frío.
Las continuas exigencias sobre reducción de peso, sumado a la materia de seguridad resultan evidentes.
Los utillajes implicados para la estampación en frio deben de cubrir la expectativas previstas de rendimiento en servicio, para ello es fundamental una adecuada selección del acero.
Javier Real
Responsable Técnico
División Aceros Especiales