Distribución dinámica del mecanizado para tornos multicanal. Ciclos fijos de mecanizado en tornos con dos torretas que realizan mecanizados simultaneos
La utilización de tornos en los cuales dos torretas realizan mecanizados simultáneos sincronizados, es frecuente. FAGOR Automation ha desarrollado funciones para optimizar estas operaciones; como pasadas de mecanizado o ciclos fijos de mecanizado.
 Este tipo de máquinas permiten duplicar la productividad de la máquina, reduciendo el tiempo de mecanizado a la mitad. El gran inconveniente es la programación de la pieza, gestionando el trabajo de ambas torretas independientemente. El usuario deberá tener en cuenta las posiciones de las dos herramientas en cada momento para evitar colisiones entre las torretas. La colisión supone un riesgo para la integridad de la máquina y un gasto de tiempo importante en la programación. Este tipo de máquinas permiten duplicar la productividad de la máquina, reduciendo el tiempo de mecanizado a la mitad. El gran inconveniente es la programación de la pieza, gestionando el trabajo de ambas torretas independientemente. El usuario deberá tener en cuenta las posiciones de las dos herramientas en cada momento para evitar colisiones entre las torretas. La colisión supone un riesgo para la integridad de la máquina y un gasto de tiempo importante en la programación.
El operario se podrá olvidar de lo compleja que pueda ser la programación gracias a que FAGOR AUTOMATION ha desarrollado una serie de funciones especiales para facilitar su labor, reduciendo los tiempos de preparación del programa y haciéndolo más seguro. Si realizamos la programación sin estas funciones tendremos que tener en cuenta todos los movimientos en vacío, pasadas de mecanizado, velocidades de los ejes,… en cada momento. Todo ello aumenta la posibilidad de equivocarnos y de cometer errores que pueden provocar daños personales o en la máquina. En el caso de Fagor, el CNC se encarga de tener en cuenta todas estas casuísticas, con lo que se evitan esos riesgos en la máquina.
La prestación que FAGOR AUTOMATION ha desarrollado, se denomina “Distribución dinámica del mecanizado” DINDIST . La operación se programa en un único canal (como si de un torno de una torreta se tratara) y el CNC se encarga de distribuir o sincronizar las pasadas con el otro canal de una de las siguientes maneras:
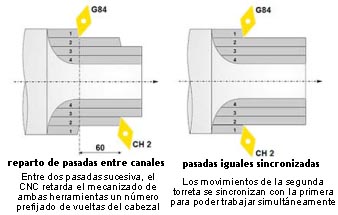
- Reparto de pasadas entre canales.
La operación se programa en un canal y el CNC distribuye las pasadas de mecanizado entre los canales implicados. El CNC sincroniza los canales, de manera que cuando uno comienza una pasada, otro canal comienza la pasada siguiente, ejecutándose así el mecanizado en la mitad de tiempo.
- Pasadas iguales sincronizadas.
El canal en que se ha programado la operación controla todos los desplazamientos. El CNC sincroniza los ejes necesarios de los demás canales al canal que ejecuta el ciclo, de manera que todos los canales realizan la misma pasada, pero con un desfase angular en el cabezal. Esto permite aumentar el avance, ya que el CNC reparte la sección a mecanizar entre las herramientas.
Por ejemplo, con dos herramientas desfasadas 180º en el cabezal, el avance podría ser el doble, ya que cada herramienta mecaniza la mitad de la sección.
 Tal y como se ha visto, el CNC gestiona el mecanizado de manera que se evitan todo tipo de riesgos, pero, ¿Cómo se realiza la programación? ¿Es complicado introducir los datos? Tal y como se ha visto, el CNC gestiona el mecanizado de manera que se evitan todo tipo de riesgos, pero, ¿Cómo se realiza la programación? ¿Es complicado introducir los datos?
Esta imagen muestra dos ejemplos de ejecución de una pieza utilizando cada uno de los métodos antes mencionados.
Todas las operaciones son programadas entre las sentencias:
#DINDIST ON
#DINDIST OFF
La información introducida entre ambas servirán de esta prestación.
Programas realizados en un torno de una torreta, podrán ser utilizados en un torno de doble torreta utilizando únicamente estas dos líneas de programación.
La combinación de este tipo de máquina con la potencialidad de los CNC Fagor, permitirá obtener un rendimiento máximo de la producción de sus piezas de torneado, ya que el tiempo de programación será mínimo y la obtención de la pieza se podrá conseguir en la mitad de tiempo, manteniendo la calidad de acabado requerida.
|
|